- In Casa
- Fai da te
- Arredamento
- Elettrodomestici
- Giardino
- Attrezzi
- Pareti solai
- Impianti
- Materiali
- Ecosostenibile
- Video
Caratteristiche saldatura ossiacetilenica
Cos'è la saldatura ossiacetilenica
La OFW, acronimo di Oxi Fuel gas Welding secondo la terminologia generica AWS, oppure anche la OAW, altro acronimo che sta per Oxy Acetylene Welding sono i due termini con cui viene indicata, a livello internazionale, la saldatura ossiacetilenica. L'utilizzo dell'acetilene in concomitanza con l'ossigeno per gli scopi di saldatura, è stato uno dei primi ad essere studiato: si cominciò nel 1895 e l'utilizzo vero e proprio avvenne agli inizi del '900. Ebbe subito riscontro anche perché è un metodo di saldatura che può avvenire ovunque, poiché non è necessaria la corrente elettrica per poterlo eseguire. Le caratteristiche della saldatura ossiacetilenica fanno sì che questo tipo di saldatura non sia utilizzabile con tutti i tipi di materiali. Oltre che per la saldatura, la fiamma ossiacetilenica si usa anche per la brasatura e l'ossitaglio.

 | Mannesmann - M53250-B - Set per filettatura, 32 pz. Prezzo: in offerta su Amazon a: 30,38€ (Risparmi 3,27€) |
Caratteristiche della saldatura ossiacetilenica
 Tra le caratteristiche della saldatura ossiacetilenica quella che forse salta subito all'occhio sono le temperature che si raggiungono: oltre i 3.000 °C. La distribuzione uniforme del calore generato sui materiali da saldare; il fatto che la fiamma è stabile, facilmente orientabile, utilizzabile anche in situazioni scomode con un'attrezzatura occorrente relativamente poco ingombrante; il poter operare in assenza di energia elettrica, ne hanno fatto un sistema molto usato nelle officine e sui cantieri. C'è il rovescio della medaglia, però: l'altissima temperatura comporta l'alterazione termica di zone molte ampie nei materiali su cui si interviene e provoca consistente ritiro termico. Per questo motivo questa saldatura si esegue unicamente su materiali con spessori ridotti come tubi fini e lamiere spesse non più di 8 mm.
Tra le caratteristiche della saldatura ossiacetilenica quella che forse salta subito all'occhio sono le temperature che si raggiungono: oltre i 3.000 °C. La distribuzione uniforme del calore generato sui materiali da saldare; il fatto che la fiamma è stabile, facilmente orientabile, utilizzabile anche in situazioni scomode con un'attrezzatura occorrente relativamente poco ingombrante; il poter operare in assenza di energia elettrica, ne hanno fatto un sistema molto usato nelle officine e sui cantieri. C'è il rovescio della medaglia, però: l'altissima temperatura comporta l'alterazione termica di zone molte ampie nei materiali su cui si interviene e provoca consistente ritiro termico. Per questo motivo questa saldatura si esegue unicamente su materiali con spessori ridotti come tubi fini e lamiere spesse non più di 8 mm.
 | Telwin 802179 Bobina Filo Animato per Saldatura, 0.9 Mm - 0.8 Kg, Grigio Prezzo: in offerta su Amazon a: 14,9€ |
Ossigeno e acetilene
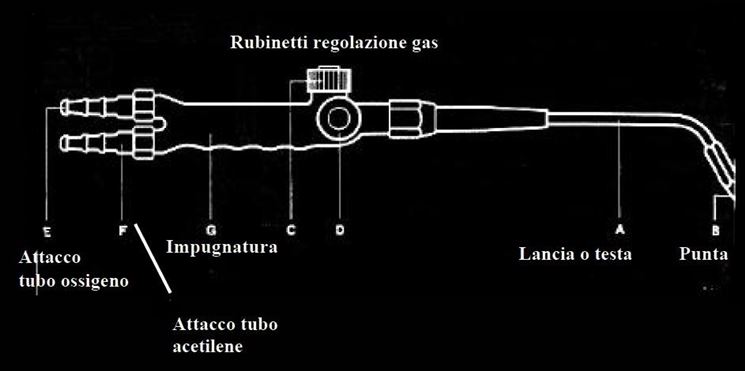
 L'ossigeno e l'acetilene utilizzati nel processo di saldatura sono contenuti in bombole che a loro volta sono collegate al cannello ossiacetilenico tramite tubi flessibili. I gas fuoriescono dalle bombole, percorrono i tubi, attraversano le valvole di sicurezza ed arrivano al cannello. Sul cannello sono presenti i due rubinetti di regolazione, in punta all'impugnatura nella quale scorrono i gas che si miscelano secondo le proporzioni dettate dalla maggiore o minore apertura dei rubinetti. Attraversata l'impugnatura i gas giungono al beccuccio che è intercambiabile: con il suo cambio si modifica anche il tipo di fiamma che si ottiene. La combustione dei gas avviene all'uscita del cannello e la fiamma che si produce va regolata sulla base dei materiali da saldare e alla protezione atmosferica gassosa da applicare.
L'ossigeno e l'acetilene utilizzati nel processo di saldatura sono contenuti in bombole che a loro volta sono collegate al cannello ossiacetilenico tramite tubi flessibili. I gas fuoriescono dalle bombole, percorrono i tubi, attraversano le valvole di sicurezza ed arrivano al cannello. Sul cannello sono presenti i due rubinetti di regolazione, in punta all'impugnatura nella quale scorrono i gas che si miscelano secondo le proporzioni dettate dalla maggiore o minore apertura dei rubinetti. Attraversata l'impugnatura i gas giungono al beccuccio che è intercambiabile: con il suo cambio si modifica anche il tipo di fiamma che si ottiene. La combustione dei gas avviene all'uscita del cannello e la fiamma che si produce va regolata sulla base dei materiali da saldare e alla protezione atmosferica gassosa da applicare.
Caratteristiche saldatura ossiacetilenica: La fiamma della saldatura ossiacetilenica
 La fiamma che si genera durante la combustione dell'acetilene in ossigeno puro raggiunge la temperatura più alta fra quelle che si conoscono (3000-3100 °C), può essere suddivisa in tre zone: il dardo che è la zona conica immediatamente adiacente l'ugello del cannello, dove la temperatura raggiunge circa i 1.200 °C, a forma di piccolo dardo. La seconda zona, detta riduttrice, di colore bluastro: qui avviene la combustione completa, completando l'ossidazione, con reazioni esotermiche che portano alla formazione dei due terzi del calore complessivo che la reazione genera; la temperatura arriva a 3.100 °C. Il calore elevato origina una maggiore luminosità dei gas che sulla punta della fiamma tende a diminuire, qui si forma la terza zona: il pennacchio, dove le temperature sono prossime ai 2.400 °C.
La fiamma che si genera durante la combustione dell'acetilene in ossigeno puro raggiunge la temperatura più alta fra quelle che si conoscono (3000-3100 °C), può essere suddivisa in tre zone: il dardo che è la zona conica immediatamente adiacente l'ugello del cannello, dove la temperatura raggiunge circa i 1.200 °C, a forma di piccolo dardo. La seconda zona, detta riduttrice, di colore bluastro: qui avviene la combustione completa, completando l'ossidazione, con reazioni esotermiche che portano alla formazione dei due terzi del calore complessivo che la reazione genera; la temperatura arriva a 3.100 °C. Il calore elevato origina una maggiore luminosità dei gas che sulla punta della fiamma tende a diminuire, qui si forma la terza zona: il pennacchio, dove le temperature sono prossime ai 2.400 °C.




Pagine più visitate di questa settimana
 Gli stencil per decorare le pareti sono elementi originali, colorati e creativi grazie ai quali si rinnova l'aspetto della pr ...
Gli stencil per decorare le pareti sono elementi originali, colorati e creativi grazie ai quali si rinnova l'aspetto della pr ... Il materiale con cui si può fare la saldatura può essere lo stesso delle parti che vengono riunite, oppure può essere un mate ...
Il materiale con cui si può fare la saldatura può essere lo stesso delle parti che vengono riunite, oppure può essere un mate ... Isolare la propria casa adottando principalmente la tecnica del fai da te, o al limite facendoci aiutare da qualcuno, è possi ...
Isolare la propria casa adottando principalmente la tecnica del fai da te, o al limite facendoci aiutare da qualcuno, è possi ... Quando si deve realizzare l’isolamento acustico delle pareti bisogna innanzitutto comprendere da dove deriva il rumore. I mat ...
Quando si deve realizzare l’isolamento acustico delle pareti bisogna innanzitutto comprendere da dove deriva il rumore. I mat ... Generalmente l'opacizzazione è causata dai minuscoli granelli di polvere che si depositano sulle superfici e che, agendo come ...
Generalmente l'opacizzazione è causata dai minuscoli granelli di polvere che si depositano sulle superfici e che, agendo come ...-

Tecniche di fai da te
Senza ombra di dubbio, il fai da te è un hobby che richiede, in primo luogo, una grande passione ed ...
-

Materiali in Edilizia
In molte occasioni sentiamo parlare di materiali in edilizia e anche di edilizia fai da te: talvolta...
-

Arredare la casa
Arredare una casa è senz’altro una delle attività più difficili e complicate anche per tutti coloro ...
COMMENTI SULL' ARTICOLO